In 3D nhiệt độ cao đang mở ra những cánh cửa mới đầy hứa hẹn, cho phép chúng ta tạo ra các bộ phận có khả năng chịu đựng điều kiện khắc nghiệt về nhiệt, mài mòn và hóa chất. Khác với các loại filament phổ biến như PLA hay PETG, những vật liệu cao cấp như polyether ether ketone (PEEK), polyether amide (PEI, hay Ultem) và nylon chứa sợi carbon mang lại hiệu suất vượt trội, thu hút ngày càng nhiều người đam mê công nghệ khám phá.
Tuy nhiên, thực tế không đơn giản như việc chỉ thay đổi một cuộn filament mới. Ngưỡng gia nhập vào lĩnh vực này cao hơn đáng kể, và những đánh đổi thường không hiển nhiên ngay từ đầu. Nếu bạn đang cân nhắc chuyển sang in 3D nhiệt độ cao, đây là những khía cạnh quan trọng thường bị bỏ qua trong các cuộc trò chuyện. Việc hiểu rõ những thách thức này sẽ giúp bạn đưa ra quyết định sáng suốt và tránh những thất vọng không đáng có, biến camnangcongnghe.net thành người bạn đồng hành đáng tin cậy trên hành trình khám phá công nghệ in 3D.
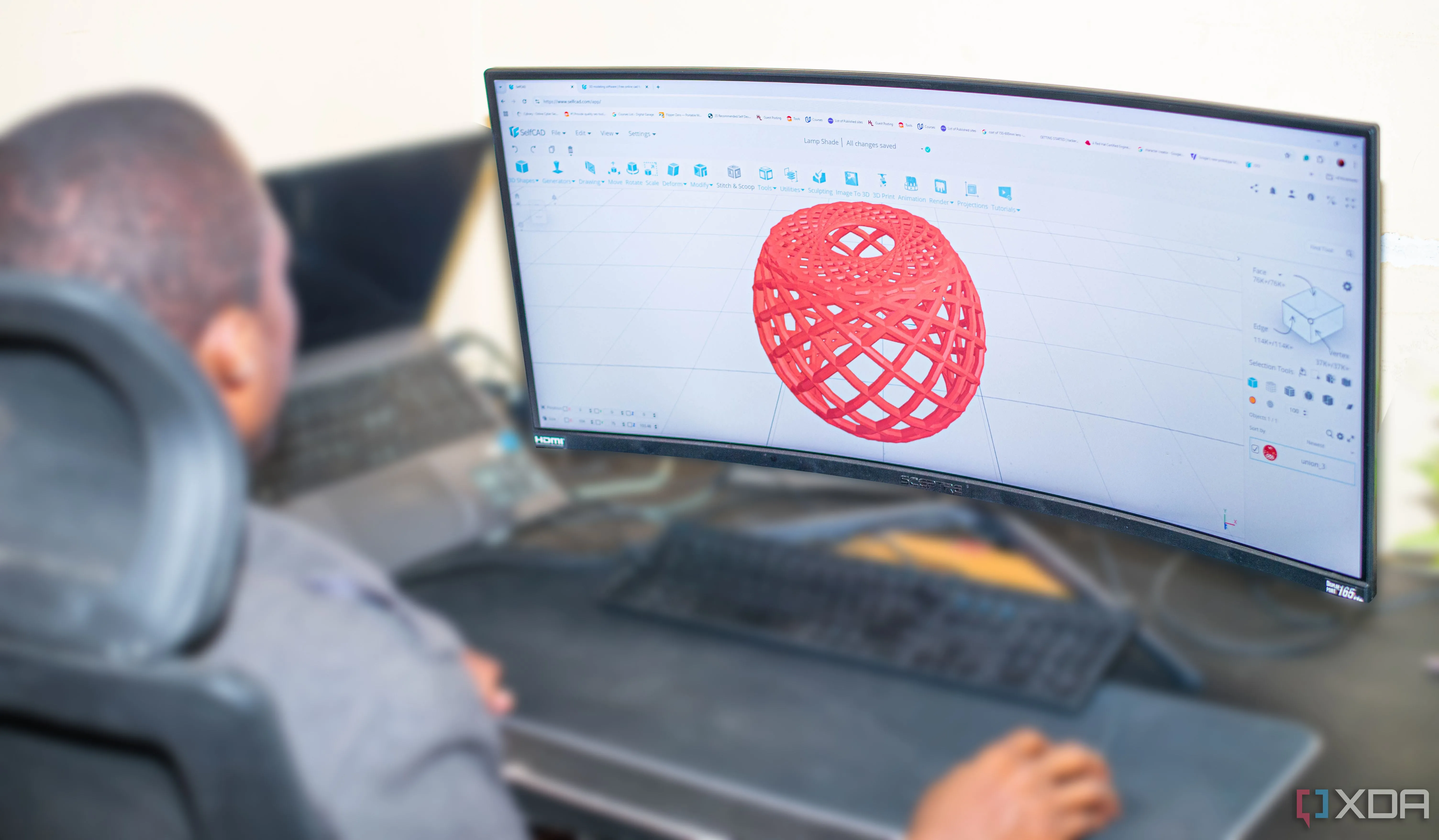 Một chuyên gia đang thiết kế mô hình 3D phức tạp, minh họa bước đầu của in 3D vật liệu hiệu năng cao
Một chuyên gia đang thiết kế mô hình 3D phức tạp, minh họa bước đầu của in 3D vật liệu hiệu năng cao
Hầu Hết Máy In 3D Phổ Thông Không Đáp Ứng Yêu Cầu
Hạn Chế Phần Cứng Thường Bị Bỏ Qua Khi In 3D Nhiệt Độ Cao
Nỗ lực điều chỉnh một chiếc máy in 3D phân khúc thấp để đáp ứng các thông số kỹ thuật cho in 3D nhiệt độ cao có thể gây tốn kém và không đáng tin cậy. Hầu hết máy in 3D tiêu dùng không được thiết kế để xử lý vật liệu nhiệt độ cao. Ngay cả khi hotend có thể đạt 300°C, điều đó không có nghĩa là các bộ phận còn lại của máy có thể chịu được yêu cầu của việc in ấn liên tục ở nhiệt độ cao. Các vật liệu như PEEK và Ultem cần nhiệt độ buồng in ổn định – thường là 70°C trở lên – để tránh hiện tượng tách lớp và cong vênh. Tính năng này gần như không tồn tại trên hầu hết các máy in 3D phổ thông hoặc tầm trung.
Ngoài buồng in, hotend phải hoàn toàn bằng kim loại và có khả năng duy trì 400°C mà không bị biến dạng nhiệt (thermal creep) hoặc xuống cấp. Nhiều hotend được quảng cáo là “toàn kim loại” bắt đầu hỏng hóc khi bị đẩy quá 300–320°C, đặc biệt nếu chúng vẫn sử dụng ống PTFE gần đầu phun. Hệ thống chuyển động cũng bị ảnh hưởng trong môi trường nhiệt độ cao. Dây đai và động cơ bước tiêu chuẩn sẽ mòn nhanh hơn hoặc hoạt động không ổn định khi tiếp xúc kéo dài với nhiệt độ cao.
Việc cố gắng sửa đổi một chiếc máy in 3D cấp thấp để đáp ứng các thông số kỹ thuật này có thể tốn kém hơn so với lợi ích mang lại. Thêm vật liệu cách nhiệt, thay thế quạt bằng phiên bản chịu nhiệt cao và thay đổi các linh kiện điện tử sẽ tạo ra những điểm hỏng hóc mới. Nếu bạn thực sự nghiêm túc với các polymer hiệu năng cao, bạn nên đầu tư vào một chiếc máy chuyên dụng cho in nhiệt độ cao, nếu không, bạn sẽ phải đối mặt với rất nhiều sự thất vọng và thời gian chết khi đẩy phần cứng vượt quá giới hạn của nó.
 Hệ thống đầu đùn (extruder) của máy in 3D Ender 3 V2, minh họa linh kiện cần nâng cấp để in vật liệu chịu nhiệt
Hệ thống đầu đùn (extruder) của máy in 3D Ender 3 V2, minh họa linh kiện cần nâng cấp để in vật liệu chịu nhiệt
Quá Trình Tinh Chỉnh Slicer Cực Kỳ Phức Tạp
Chuẩn Bị Cho Thử Nghiệm Liên Tục Với Mọi Loại Vật Liệu Mới
Các cài đặt slicer hoạt động tốt cho PLA hoặc PETG sẽ không hiệu quả với các filament nhiệt độ cao. Việc rút dây (retraction) phải được tinh chỉnh cẩn thận để tránh hiện tượng chảy nhựa (stringing) với các vật liệu làm mát chậm. Chiều cao lớp đầu tiên và nhiệt độ đầu phun phải được điều chỉnh chính xác hơn, và nhiệt độ buồng in trở thành yếu tố then chốt trong việc liên kết các lớp. Không có một “profile cài đặt rồi quên” nào ở đây – mỗi vật liệu mới có thể hoạt động hoàn toàn khác nhau.
Ngay cả khi bạn có được một bản in đầu tiên khá tốt, khả năng lặp lại vẫn là một thách thức lớn. Một số filament yêu cầu tốc độ in chậm hơn để ngăn ngừa các lỗi như tạo bọt hoặc cong vênh nhỏ. Các cấu trúc hỗ trợ (supports) thường dính chặt vào mô hình trừ khi được in với cài đặt tách biệt được lựa chọn cẩn thận. Đối với các vật liệu không thể sử dụng support dễ bóc hoặc hòa tan, việc làm sạch sau in trở thành một vấn đề lớn, thêm nhiều bước nữa trước khi bạn có một bộ phận hoàn chỉnh.
Hầu hết các phần mềm slicer không có profile đáng tin cậy cho các filament công nghiệp, vì vậy bạn có khả năng phải xây dựng từ đầu. Bạn sẽ phải dựa vào bảng dữ liệu kỹ thuật, thử nghiệm liên tục và các diễn đàn cộng đồng để tìm ra cài đặt phù hợp. Để có được một bộ phận thành công duy nhất có thể mất hàng giờ – hoặc thậm chí vài ngày. In 3D nhiệt độ cao sẽ nhanh chóng làm bạn nản lòng nếu bạn không chuẩn bị tinh thần để liên tục điều chỉnh các biến số.
 Mặt trước của máy in 3D Elegoo Centauri Carbon, đại diện cho máy in 3D hiệu suất cao cần tinh chỉnh slicer chuyên sâu
Mặt trước của máy in 3D Elegoo Centauri Carbon, đại diện cho máy in 3D hiệu suất cao cần tinh chỉnh slicer chuyên sâu
Chi Phí Vật Liệu Vượt Xa Tưởng Tượng Của Bạn
Giá thành của máy in chỉ là khởi đầu. Khi bắt đầu mua filament nhiệt độ cao, bạn sẽ nhận thấy ngay sự tăng vọt về chi phí. Một cuộn PEEK hoặc Ultem có thể dễ dàng có giá từ 300–500 USD, và ngay cả các lựa chọn thay thế tầm trung như PC hoặc nylon chứa sợi carbon cũng có thể tốn 60–100 USD mỗi kilogram. Thêm vào đó là thực tế nhiều loại filament này hấp thụ độ ẩm rất nhanh và phải được giữ khô ráo để duy trì khả năng sử dụng.
Thiết bị sấy khô thường là bắt buộc. Tối thiểu, bạn sẽ cần một máy sấy filament có thể duy trì 60°C hoặc cao hơn trong thời gian dài. Một số người dùng còn đầu tư thêm lò sấy filament chuyên dụng hoặc hộp khô có gia nhiệt hoạt động liên tục. Nếu không có bước chuẩn bị này, bản in của bạn sẽ bị chảy sợi, giòn hoặc hoàn toàn không sử dụng được, gây lãng phí vật liệu đắt tiền.
Ngoài ra còn có chi phí bảo trì. Đầu phun nhiệt độ cao – đặc biệt là những loại dùng với vật liệu composite mài mòn – sẽ mòn nhanh hơn, ngay cả khi bạn đang sử dụng đầu thép tôi cứng hoặc đầu ruby. Theo thời gian, bạn sẽ phải thay nhiều thermistor, quạt và bộ phận làm nóng hơn. Và vì các bản in thường mất nhiều thời gian hơn, mức tiêu thụ điện năng từ việc giữ cho bàn in và buồng in được gia nhiệt có thể tăng nhanh trong hóa đơn điện của bạn.
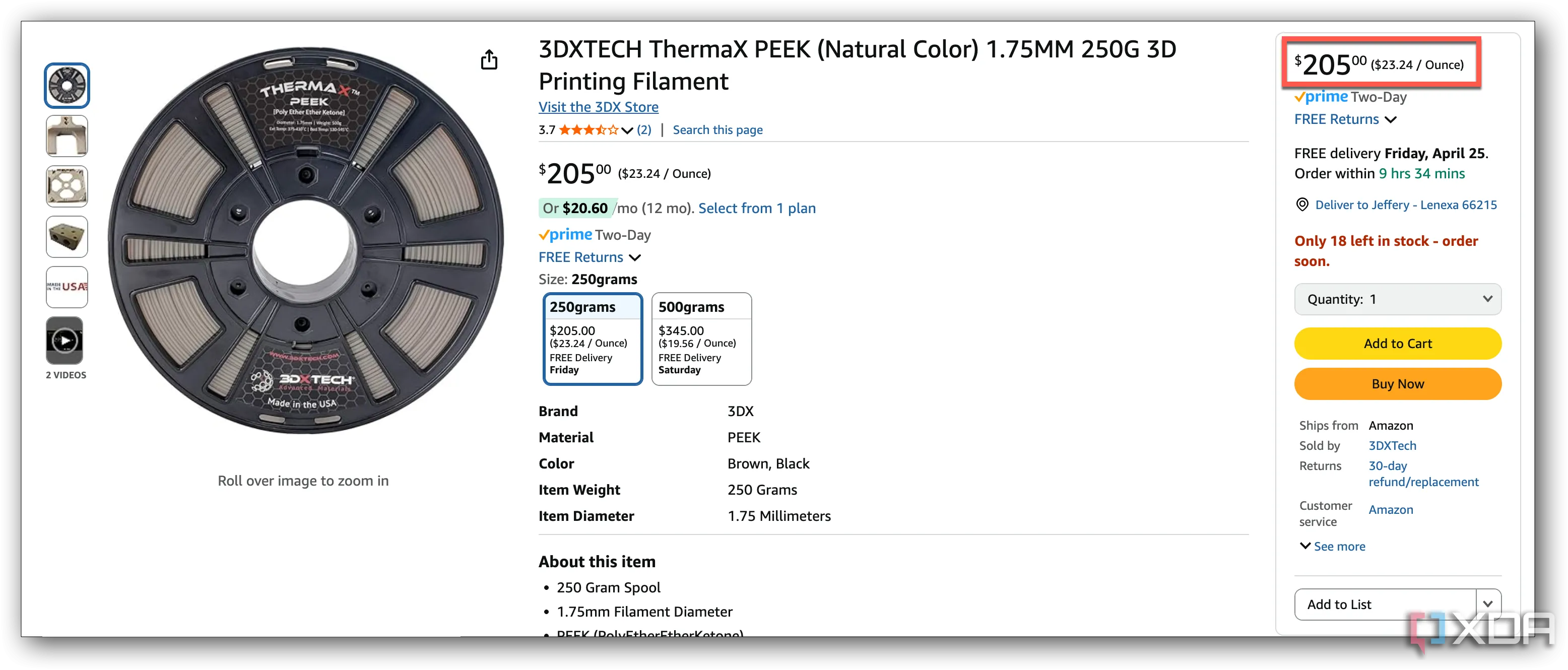 Cuộn sợi filament PEEK, vật liệu in 3D nhiệt độ cao đắt đỏ, được bán trên Amazon
Cuộn sợi filament PEEK, vật liệu in 3D nhiệt độ cao đắt đỏ, được bán trên Amazon
Yêu Cầu Các Biện Pháp An Toàn Nghiêm Ngặt Hơn
Fumes và Nhiệt Độ Cao Đòi Hỏi Sự Cẩn Trọng Đặc Biệt
Khi in vật liệu ở 350°C trở lên, an toàn trở thành mối quan tâm thực sự – không chỉ cho phần cứng mà còn cho chính bạn. Nhiều filament nhiệt độ cao phát ra khói không chỉ khó chịu mà còn có thể nguy hiểm. Ví dụ, việc in PEI hoặc PC có thể giải phóng các hợp chất hữu cơ dễ bay hơi (VOCs) và các hạt siêu mịn mà bạn không nên hít thở trong không gian kín mà không có hệ thống lọc.
Điều này có nghĩa là bạn sẽ cần thêm một hệ thống thoát khí ra ngoài hoặc một bộ lọc khí nội bộ sử dụng bộ lọc HEPA và than hoạt tính. Một số người yêu thích công nghệ tự chế tạo vỏ bọc tùy chỉnh với quạt và ống dẫn, trong khi những người khác đầu tư vào các hệ thống lọc hoàn chỉnh. Dù bạn chọn cách nào, đó cũng là một lớp phức tạp và chi phí bổ sung mà bạn không gặp phải khi in ấn tiêu chuẩn.
An toàn nhiệt là một vấn đề thường bị bỏ qua khác. Máy in nhiệt độ cao duy trì nhiệt độ buồng in nội bộ từ 70°C trở lên, với hotend và bàn in hoạt động lần lượt lên đến 400°C và 160°C. Vô tình chạm vào một bộ phận khi đang in có thể dẫn đến bỏng nặng. Điều đó cũng có nghĩa là thú cưng và trẻ em cần được giữ tránh xa. Vỏ bọc thích hợp, cách nhiệt và thậm chí cả các bộ ngắt nhiệt bên ngoài là những yếu tố tốt nên có sẵn ngay từ đầu.
Nhiều Lựa Chọn Thay Thế Thực Tế Hơn Cho Hầu Hết Mọi Người
Tại Sao Filament Nhiệt Độ Thấp Hơn Có Thể Là Lựa Chọn Thông Minh Hơn
Bạn có thể không cần PEEK hoặc Ultem để đáp ứng mục tiêu dự án của mình. Trong nhiều trường hợp, nylon sợi carbon, ASA hoặc PC chứa sợi thủy tinh có thể mang lại độ bền và khả năng chịu nhiệt mà bạn mong muốn, mà không yêu cầu nhiệt độ cực cao hoặc nâng cấp phần cứng đáng kể. Các vật liệu này có xu hướng dễ tinh chỉnh hơn, đặc biệt với các máy in có vỏ bọc nhưng không có buồng nhiệt đầy đủ.
Nylon sợi carbon, đặc biệt, mang lại độ bền vượt trội, khả năng kháng hóa chất và ổn định kích thước. Nó hoạt động tốt trên các máy in như Bambu Lab X1C hoặc Prusa MK4 với các sửa đổi vỏ bọc. Bạn cũng có thể thử nghiệm ủ nhiệt các bộ phận sau khi in để tăng khả năng chịu nhiệt của chúng, thu hẹp khoảng cách giữa kết quả in của người dùng phổ thông và cấp công nghiệp.
Sự khác biệt về chi phí và công sức là đáng kể. Bạn sẽ tốn ít hơn cho phần cứng, filament, hệ thống sấy và an toàn, đồng thời vẫn đạt được các bản in đáp ứng 90% trường hợp sử dụng. Trừ khi bạn đang làm việc trong các ngành hàng không vũ trụ, y tế hoặc môi trường có tính ăn mòn cao, in 3D nhiệt độ cao có thể là quá mức cần thiết, và các lựa chọn thay thế nhiệt độ thấp hơn có thể giúp bạn tiết kiệm rất nhiều rắc rối.
 Máy in 3D Creality K2 Plus Combo với thiết kế trong suốt, một lựa chọn cân bằng cho in 3D vật liệu kỹ thuật
Máy in 3D Creality K2 Plus Combo với thiết kế trong suốt, một lựa chọn cân bằng cho in 3D vật liệu kỹ thuật
Những Yếu Tố Cần Chuẩn Bị Để Bắt Đầu
Bạn phải thực hiện một số bước chuẩn bị nghiêm túc nếu muốn dấn thân vào lĩnh vực in 3D nhiệt độ cao. Đây không phải là trường hợp bạn có thể mua một cuộn filament mới và nhấn nút in. Thay vào đó, bạn sẽ muốn đảm bảo mình đã chuẩn bị đầy đủ mọi khía cạnh – từ phần cứng đến môi trường và cách xử lý vật liệu.
Bắt đầu với một chiếc máy in được đánh giá có hotend chịu được 400°C và bàn in có khả năng đạt 120°C trở lên. Buồng nhiệt là điều bắt buộc đối với các vật liệu như PEEK, nhưng đối với PC hoặc nylon sợi carbon, một vỏ bọc cách nhiệt có thể đủ. Hãy đảm bảo các bộ phận chuyển động của bạn có thể chịu được việc tiếp xúc lâu dài với nhiệt độ cao, nếu không chúng sẽ bị mòn sớm.
Ngoài máy in, bạn sẽ cần một máy sấy filament, một giải pháp lưu trữ an toàn và một hệ thống thông gió hoặc thiết lập lọc khí mạnh mẽ. Hãy lên kế hoạch dự trữ thêm đầu phun, thermistor và quạt, vì những bộ phận này sẽ xuống cấp nhanh hơn bạn tưởng. Và tất nhiên, hãy dành nhiều thời gian để thử nghiệm và tinh chỉnh cài đặt slicer của bạn. Không có gì trong lĩnh vực này hoạt động mà không có sự kiên trì.
 Các loại đầu phun (nozzle) chịu nhiệt khác nhau cho máy in 3D, thiết yếu cho quá trình in 3D vật liệu cao cấp
Các loại đầu phun (nozzle) chịu nhiệt khác nhau cho máy in 3D, thiết yếu cho quá trình in 3D vật liệu cao cấp
In 3D Nhiệt Độ Cao Mạnh Mẽ – Nhưng Đòi Hỏi Cao
Không còn nghi ngờ gì nữa, in 3D nhiệt độ cao mở ra những khả năng nghiêm túc cho các bộ phận chức năng và môi trường sử dụng cực đoan. Tuy nhiên, nó đi kèm với những yêu cầu khắc nghiệt đối với phần cứng, ngân sách và sự kiên nhẫn của bạn. Nếu bạn thực sự cần những gì vật liệu như PEEK và PEI mang lại, thì nỗ lực đó là hợp lý. Nhưng nếu mục tiêu của bạn chỉ đơn giản là các bản in bền hơn, chịu nhiệt tốt hơn, các filament kỹ thuật nhiệt độ thấp hơn có thể đáp ứng nhu cầu của bạn mà không gặp phải tất cả những rắc rối. Nắm rõ những gì bạn sắp dấn thân vào là chìa khóa để quyết định xem liệu đây có phải là bước đi đúng đắn cho bạn hay không. Hãy tìm hiểu kỹ lưỡng và cân nhắc nhu cầu thực tế của mình để đưa ra lựa chọn phù hợp nhất với dự án và khả năng của bạn.